
Phase 3에서 실물 시작차를 통해 설계의 물리적 성능(DV)을 입증했다면, Phase 4는 그 설계를 '양산 공장의 시스템' 안에서 구현하는 단계입니다. 이 과정을 공정 검증(PV: Process Verification)이라 하며, 연구소의 데이터가 공장의 물리적 설비, 자동화 로봇, 그리고 작업자의 숙련도와 결합하여 대량 생산 가능성을 확정 짓게 됩니다.
본 포스팅에서는 Phase 4의 전반부인 공학적 인과관계 이해 → P1 → T1 → 양산도 배포로 이어지는 메커니즘을 기술합니다.
검증의 논리: P1과 T1이 갖는 공학적 인과관계

본격적인 프로세스 설명에 앞서, 파이롯트 단계의 핵심인 P1과 T1의 유기적 관계를 이해할 필요가 있습니다. 이 둘은 독립적인 단계가 아니라 [실행-평가-환류]라는 하나의 거대한 루프를 형성합니다.
- 하드웨어적 질문 (P1): "우리 공장의 양산 설비와 실제 금형이 이 설계안을 물리적으로 수용하고 구현할 수 있는가?"를 묻는 과정입니다. 즉, 생산 인프라의 적합성을 판단하는 '인풋(Input)'의 단계입니다.
- 소프트웨어적 답변 (T1): "준비된 설비로 만든 결과물의 품질이 설계 목표치와 고객의 기대를 충족하는가?"를 확인하는 과정입니다. 즉, 제조 시스템이 내놓은 '아웃풋(Output)'을 정밀 평가하는 단계입니다.
이처럼 P1(제조 환경 구축)과 T1(제조 결과 검증)이 맞물려 돌아가며 발생하는 데이터를 바탕으로, 연구소와 공장은 비로소 양산도라는 최종 합의점에 도달하게 됩니다. 이러한 인과관계를 염두에 두고 세부 단계를 살펴보겠습니다.
P1 (Pilot 1): 양산 설비와 하드 툴의 첫 번째 조우

P1(Pilot 1)은 개발 단계에서 처음으로 실제 양산 라인을 가동하여 차량을 조립하는 단계입니다. 이 단계의 핵심은 연구소의 수작업 환경이 아닌, 실제 공장의 자동화 설비 환경에서의 적합성을 판가름하는 것입니다.
① 하드 툴링(Hard Tooling)의 전면 투입
시작 단계(Phase 3)에서 사용했던 소프트 툴(Soft Tool)은 폐기되고, 실제 수십만 대를 생산하기 위해 제작된 강철 소재의 양산 금형(Hard Tool)이 투입됩니다. 양산 금형은 소재의 탄성 복원(Spring-back)이나 열변형 제어가 소프트 툴보다 훨씬 까다롭기 때문에, P1에서는 찍혀 나온 부품들의 치수 정밀도를 확보하는 데 총력을 기울입니다.
② 치공구(Jig) 및 로봇 설비 인터페이스 검증
부품을 고정하는 지그(Jig)가 설계된 좌표대로 부품을 정확히 홀딩하는지, 용접 로봇의 엔드 이펙터(End-effector)가 부품의 굴곡을 방해 없이 통과하여 정확한 타점(Spot Point)에 도달하는지 검증합니다. 만약 설비 간섭이 발생하면 로봇의 이동 경로(Teaching)를 수정하거나, 설비의 위치를 미세 조정하는 설비 정합성 작업이 병행됩니다.
T1 (Trial 1): 시작 차량의 기술적 평가 및 문제 도출

P1을 통해 조립된 차량은 즉시 T1(Trial 1)이라는 혹독한 평가 프로세스에 투입됩니다. 이는 '공장에서 만든 첫 번째 신차'에 대한 전수 검사 단계입니다.
① 종합 치수 및 외관 품질 평가 (Geometric Quality)
차체 부품들이 결합된 후의 전체적인 치수 정밀도를 평가합니다. 부품 간의 간격(Gap)과 단차(Flush)를 측정하여 설계 허용 오차 내에 들어오는지 확인하며, 이는 차량의 풍절음(Wind Noise)과 기밀성(Sealing)에 직결되는 핵심 데이터가 됩니다.
② 기능 및 조립성 평가 (Functional & Assembly Evaluation)
양산 라인의 작업자들이 도면대로 부품을 조립하는 과정에서 겪는 어려움을 전수 조사합니다. 특정 볼트 체결 시 공구의 각도가 나오지 않음 혹은 배선 커넥터의 길이가 짧아 조립 시 무리한 인장력이 가해짐과 같은 제조 중심적 이슈(Manufacturing Issues)를 발굴하여 리포트합니다.
양산도 배포 (Design Release for Production): 최종 청사진의 확정
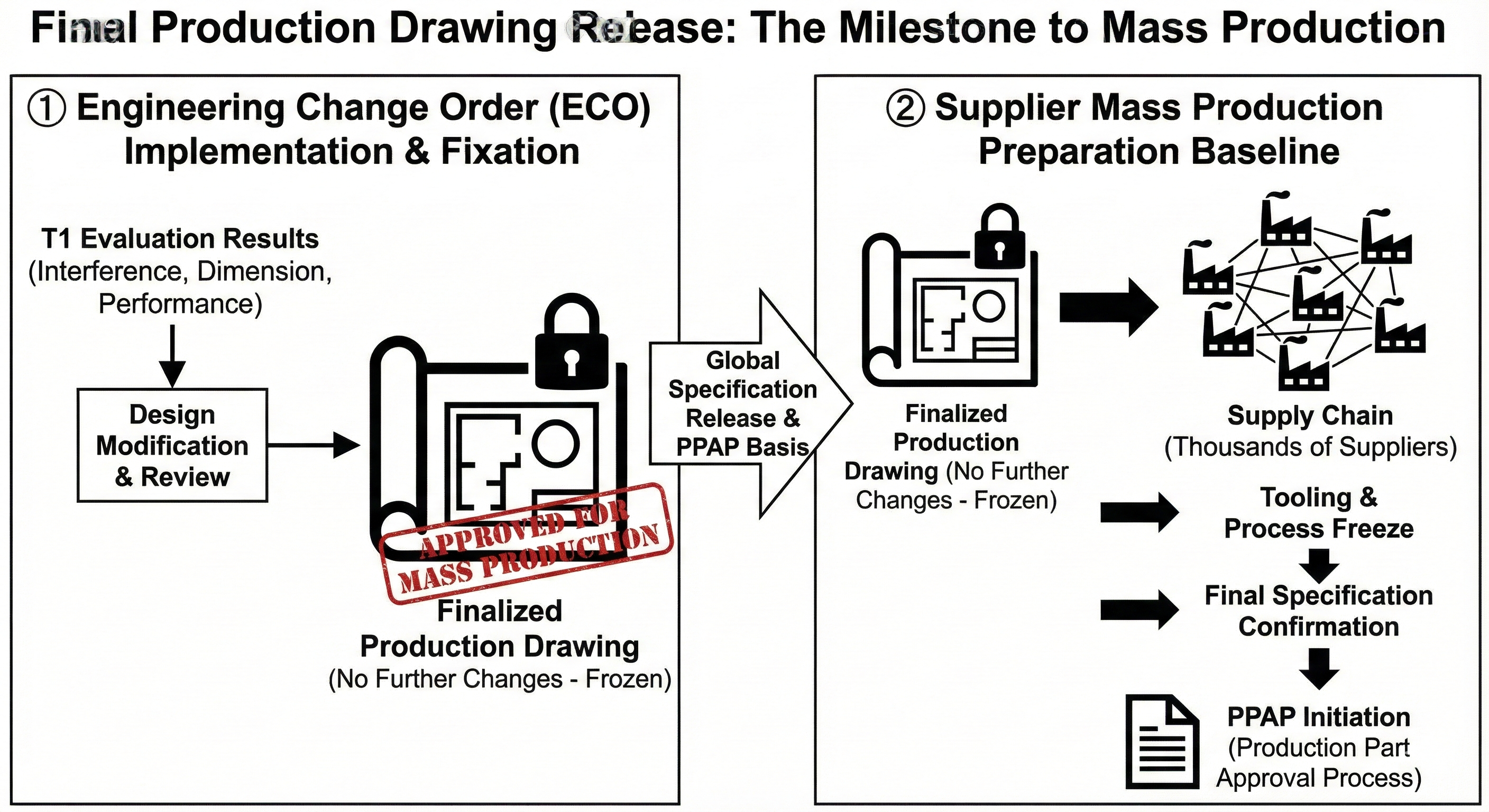
T1 평가 결과를 바탕으로 설계 부서와 생산 부서가 최종 합의를 거쳐 양산도(Production Drawing)를 배포합니다. 이는 자동차 개발 프로세스에서 매우 중대한 이정표입니다.
① 설계 변경(EO)의 반영과 고착화
T1에서 발견된 조립 간섭, 치수 불일치, 성능 미달 항목들에 대한 수정안이 모두 반영된 최종 도면입니다. 이 도면이 배포된다는 것은 이제 더 이상의 설계 수정 없이 '이대로 수만 대를 만들겠다'는 선언과 같습니다.
② 부품 협력사의 양산 준비 기준점
양산도가 배포되어야만 수천 개의 부품 협력사들도 자신들의 공정 설비를 최종적으로 고정(Freeze)할 수 있습니다. 이는 단순히 그림을 배포하는 것이 아니라, 공급망 전체에 최종 규격을 하달하여 양산용 부품 생산(PPAP)의 근거를 마련해 주는 행위입니다.

Phase 4-1의 여정인 P1 → T1 → 양산도 배포는 단순히 차를 조립해보는 과정이 아니라, 연구소의 이상과 생산 현장의 현실이 하나로 합쳐지는 거대한 합의의 과정입니다. 양산도가 배포되는 순간, 자동차는 더 이상 수정 가능한 데이터가 아니라 변경 불가능한 규격이 되어 전 세계 공급망으로 뻗어 나갑니다. 이 단계를 통해 하드웨어적 정합성이 확보되었다면, 이제 프로젝트의 무게중심은 "제대로 만들 수 있는가"에서 "균일한 품질로 빠르게 만들 수 있는가"로 옮겨가게 됩니다.
다음 포스팅 [Ch 4-2. P2와 T2: 대량 생산의 안정성 검증]에서는 양산도대로 입고된 정품 부품들을 사용하여 실제 양산 속도로 라인을 가동하는 P2 단계와, 양산 전 최종 품질 확인 단계인 T2, 그리고 국가별 판매 자격을 얻기 위한 법규 인증(Homologation) 과정을 다뤄보겠습니다.
[자동차 개발 프로세스] Ch 3-1. 시작차 제작, 테스트 뮬과 T-Car (Trial Car)
Phase 3의 핵심 목적은 설계 검증(DV: Design Verification)에 있습니다. 시뮬레이션으로 예측했던 모든 성능 수치들이 실제 도로와 가혹한 환경에서도 동일하게 구현되는지 확인하고, 데이터상으로는
carwithmc.tistory.com
[자동차 개발 프로세스] Ch 3-2. 차량 시험 평가와 설계 검증 및 확정
Phase 3의 본질은 설계 검증(DV: Design Verification)에 있습니다. [Ch 3-1]에서 가상의 데이터를 실물로 구현하는 시작차 제작 과정을 다뤘다면, 이번 포스팅에서는 그 차량들을 혹독한 환경에 몰아넣어
carwithmc.tistory.com
'Engineering > 자동차 개발 프로세스' 카테고리의 다른 글
| 자동차 품질 프로세스 PPAP의 정의 및 18개 주요 항목, 제출 요건 (0) | 2026.01.21 |
|---|---|
| [자동차 개발 프로세스] Ch 4-2. P2와 T2: 대량 생산의 안정성 및 품질 승인 (0) | 2026.01.19 |
| [자동차 개발 프로세스] Ch 3-2. 차량 시험 평가와 설계 검증 및 확정 (0) | 2026.01.03 |
| [자동차 개발 프로세스] Ch 3-1. 시작차 제작, 테스트 뮬과 T-Car (Trial Car) (0) | 2025.12.29 |
| [자동차 개발 프로세스] Ch 2. 설계 및 가상 검증: 디지털 트윈으로 완성하는 무결성 설계 (1) | 2025.12.27 |